Hola, foreros
Hace algo más de un mes Javi Moldes habló en el foro de Guitarramanía de que se estaba haciendo una máquina CNC. Yo comenté allí que estaba esperando una, en este caso ya hecha. El link es:
http://foros.guitarramania.com/viewtopic.php?t=76432
Continúo este tema aquí porque he visto que "El Rincón del Luthier" de Guitarramanía apenas se mueve. No sé si es un tema adecuado para un foro de guitarreros aficionados, pero espero que os lo paséis tan bien leyéndolo como me lo paso yo haciéndolo.
Ahora ya llevo con la máquina unas tres semanas y, pasado el estupor inicial, voy haciendo cosas.
Aquí está:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1497.jpg[/img:1qs3qg7t]
A la derecha está el ordenador que la controla. En esa foto está conectada la aspiración, pero no en esta otra:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1502.jpg[/img:1qs3qg7t]
Para esta foto coloqué la segunda fresadora que lleva la máquina. Es la pequeña de la derecha, y va con aire comprimido. El gasto de aire es muy alto para el compresor que tengo, así que ya compraré uno. Con esa fresadora haré las incrustaciones, aunque ya he hecho algunas pruebas con la fresadora normal, si bien las 18000 rpm máximas no son una garantía para que las fresas duren. De hecho, haciendo pruebas y a pesar de las precauciones ya rompí dos fresas; con la de aire comprimido, a 65000 rpm, eso seguramente no hubiera pasado.
La primera pieza que hice fue un marco de pastilla:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1500.jpg[/img:1qs3qg7t]
Está perfecto, todas las líneas rectas y las superficies planas. Tuve un fallo, ya que no ajusté el cero del eje Z al cambiar la fresa por una broca para abrir los agujeros. Al final no llegaron a atravesar al otro lado. Era una prueba, así que no importa. Lo más interesante de este marco es que la superficie inferior se adapta como un guante a las tapas talladas con CNC:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1499.jpg[/img:1qs3qg7t]
Hacer eso a mano es un incordio que lleva por lo menos un par de horas, ya que la superficie de la tapa en esa zona es bastante compleja. La máquina tarda en hacer este marco menos de cinco minutos. Tengo que modificar el fichero de corte para que repita la misma pieza en diferentes sitios de la mesa sin tener que intervenir, pero eso es muy fácil; lo difícil ya está hecho.
El exterior de esa tapa lo he hecho hoy. Bueno, eso es una prueba; como todas las demás piezas que enseño aquí, viene de una madera que me sobraba y no la usaré para una tapa real. Tengo que modificar algunas cosas en el corte, porque tarda demasiado. Aun así, el exterior de la tapa lo ha hecho en unos 24 minutos (espero reducir ese tiempo, sin perder calidad, hasta unos 15 minutos). Únicamente es necesario lijar un poco para eliminar los pequeños escalones que deja en algunas zonas, ninguno de los cuales tiene más de 0.3 mm de altura. No merece la pena gastar demasiado tiempo en dejar un acabado finísimo, ya que una tapa de guitarra no es una pieza de una máquina.
La parte trasera de la tapa la haré probablemente esta semana; es más complicada, porque hay que tener previsto un sistema de sujeción y de colocación en la mesa que tengo que hacer antes. Diseñar sistemas para sujetar y colocar el trabajo sin interferir con el corte es algo donde hay que aplicar bastante ingenio.
Antes de hacer esa pieza, probé con una tapa de dimensiones reducidas:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1501.jpg[/img:1qs3qg7t]
Ésta no tiene más de 20 cm de largo. Está mecanizada en espiral, no en paralelo como la (casi) definitiva. Me sirvió para detectar algunos problemas; es muy complicado comprobar si un diseño es suficientemente bueno sin tener el modelo real en la mano, aunque los programas de CAD buenos den imágenes muy realistas y tengan ayudas para analizar la uniformidad de las superficies.
También hice un cordal hace unos días:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1498.jpg[/img:1qs3qg7t]
Los canales para las cuerdas no son sencillos de hacer mediante métodos no CNC. Es fácil que no queden bien centrados en su agujero, pero la máquina hace el cordal en menos de cinco minutos teniendo en cuenta incluso el cambio de fresa (los canales tienen 2.5 mm de anchura y necesitan una fresa pequeña). Aún no lo he adaptado para hacer más de un cordal a la vez, pero eso es bastante sencillo. Cuando lo tenga, podré hacer veinte cordales a un tiempo y cambiar de fresa una sola vez.
A la izquierda del cordal pueden verse algunas pruebas que hice para incrustaciones. Llegué incluso a recortar una pieza fina de madera para incrustar en su agujero, y el ajuste era perfecto. Iba a decir milimétrico, pero es mucho mejor que eso.
Por supuesto, tuve problemas con los marcos, con las tapas y también con los cordales:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1503.jpg[/img:1qs3qg7t]
Aquí se ve que los agujeros no salieron donde yo imaginaba. El problema fue que los taladros y los canales los programé a mano, porque el programa de CAM que utilicé se hacía un lío, cosa que suele pasar a menudo. Tomé las coordenadas de los agujeros directamente del diseño CAD, pero las tomé viendo la pieza al revés sin darme cuenta. Sobre la pieza fallida, más pruebas de incrustaciones.
Lo siguiente, después de la parte trasera de la tapa, será la caja. Aquí se ve una, hecha con métodos convencionales, lo que lleva bastantes horas. Encima se ve la fresa que usaré, muy larga, porque la caja tiene 50 mm de grosor:
[img:1qs3qg7t]http://www.guitarrasjaen.com/Foro/100_1504.jpg[/img:1qs3qg7t]
Dejo para más adelante otras cosas; el mástil será lo último. Es una pieza complicada, donde hace falta mucha precisión, pero además los sistemas de sujeción y colocación son complicados de hacer. Tendré que modelarlos para hacerlos con la máquina, porque será la única forma de garantizar esa precisión.
Resumiendo, creo que una de estas máquinas ahorra mucho tiempo al hacer guitarras. Permite concentrarse más en el trabajo que realmente importa, si bien poner todo en marcha es algo bastante lento.
REPORTAJE: Primer contacto con CNC
-
pepejara

- usuario veterano

- Mensajes: 9138
- Registrado: 30 Jun 2005, 19:39
- Ubicación: Cerca de una les paul
- Contactar:
Hola, en primer lugar, felicitarte por el reportaje, a mí me ha resultado muy interesante  ...
...
En segundo lugar, tú debes ser Fernando Alonso, ¿no? Doblemente bienvenido, entonces
En tercer lugar, y ya como simple curiosidad, si no es indiscreción, ¿cuanto vale una maquinita de esas? :periódico:
saludos
En segundo lugar, tú debes ser Fernando Alonso, ¿no? Doblemente bienvenido, entonces
En tercer lugar, y ya como simple curiosidad, si no es indiscreción, ¿cuanto vale una maquinita de esas? :periódico:
saludos
-
Alejandro Ramirez

- Mensajes: 41
- Registrado: 16 Jul 2005, 15:43
- Ubicación: Almeria
- Contactar:
-
ex-administreitor

- offline
- Mensajes: 2040
- Registrado: 26 May 2005, 04:58

Pues una máquina como esa cuesta unos dos millones y medio de pesetas. Es americana, aunque el bastidor es alemán. La fresadora es italiana. Curiosamente, incluso después de pagar la aduana, me salía más barato que comprar alguna marca europea similar. Me imagino que la competencia en USA es más fuerte que en Europa en máquinas de este tamaño, y también ayuda el cambio del dólar.
Tiene servos en vez de motores paso a paso, y las transmisiones y raíles tienen rodamientos lineales. Esas cosas no suelen verse en máquinas pequeñas. La fresadora es de alta frecuencia, no es una fresadora "normal" adaptada a la máquina. Una fresadora así no va conectada directamente a la red, sino que necesita un inversor para elevar la frecuencia de alimentación. El inversor puede dar hasta 300 Hz, frecuencia con la que la fresadora girará a 18000 rpm. A 100 Hz girará a 6000 rpm. La ventaja de esto es que no hay pérdida de potencia a bajas revoluciones, como pasa con los motores universales de las fresadoras "normales". En éstos, el ajuste de velocidad se hace mediante algo parecido a un dimmer, que corta cíclicamente la alimentación. El problema es que a bajas revoluciones se pierde potencia, y precisamente es a bajas revoluciones cuando hace falta, porque las fresas más grandes hay que hacerlas girar más despacio. Una fresadora de alta frecuencia es un gasto adicional, ya que no son baratas, pero creo que merece la pena. A cambio, uno sabe que toda la potencia de la máquina está siempre ahí. Hasta ahora he sido muy precavido no tallando más de cinco milímetros de profundidad en cada pasada, pero ya haré pruebas para ver hasta dónde puede llegar. El tiempo que tarda en hacer una pieza procuraré que sea el mínimo, aprovechando al máximo la máquina, ya que el gasto de energía no es una tontería: casi 5 KW con la aspiración funcionando.
Respecto a dónde se pueden ver máquinas de este tipo, no sé qué decir. Me imagino que tendrán parecidas en escuelas de ingeniería industrial. En fábricas grandes de muebles seguro que tienen mastodontes mucho mayores. Esta máquina es de tres ejes (la fresadora se puede desplazar a cualquier punto de la mesa y ajustar la altura), pero las hay de cuatro, cinco y más ejes. Un cuarto eje, por ejemplo, permitiría rotar la pieza en la mesa para tallarla por los dos lados, aunque eso no me hace falta. Si el software para una máquina de tres ejes ya es complicado de poner a punto, no me imagino lo que puede llevar el programar un robot de una cadena de montaje.
Tiene servos en vez de motores paso a paso, y las transmisiones y raíles tienen rodamientos lineales. Esas cosas no suelen verse en máquinas pequeñas. La fresadora es de alta frecuencia, no es una fresadora "normal" adaptada a la máquina. Una fresadora así no va conectada directamente a la red, sino que necesita un inversor para elevar la frecuencia de alimentación. El inversor puede dar hasta 300 Hz, frecuencia con la que la fresadora girará a 18000 rpm. A 100 Hz girará a 6000 rpm. La ventaja de esto es que no hay pérdida de potencia a bajas revoluciones, como pasa con los motores universales de las fresadoras "normales". En éstos, el ajuste de velocidad se hace mediante algo parecido a un dimmer, que corta cíclicamente la alimentación. El problema es que a bajas revoluciones se pierde potencia, y precisamente es a bajas revoluciones cuando hace falta, porque las fresas más grandes hay que hacerlas girar más despacio. Una fresadora de alta frecuencia es un gasto adicional, ya que no son baratas, pero creo que merece la pena. A cambio, uno sabe que toda la potencia de la máquina está siempre ahí. Hasta ahora he sido muy precavido no tallando más de cinco milímetros de profundidad en cada pasada, pero ya haré pruebas para ver hasta dónde puede llegar. El tiempo que tarda en hacer una pieza procuraré que sea el mínimo, aprovechando al máximo la máquina, ya que el gasto de energía no es una tontería: casi 5 KW con la aspiración funcionando.
Respecto a dónde se pueden ver máquinas de este tipo, no sé qué decir. Me imagino que tendrán parecidas en escuelas de ingeniería industrial. En fábricas grandes de muebles seguro que tienen mastodontes mucho mayores. Esta máquina es de tres ejes (la fresadora se puede desplazar a cualquier punto de la mesa y ajustar la altura), pero las hay de cuatro, cinco y más ejes. Un cuarto eje, por ejemplo, permitiría rotar la pieza en la mesa para tallarla por los dos lados, aunque eso no me hace falta. Si el software para una máquina de tres ejes ya es complicado de poner a punto, no me imagino lo que puede llevar el programar un robot de una cadena de montaje.
-
Mario
- Expulsado
- Mensajes: 20128
- Registrado: 26 May 2005, 01:52
- Ubicación: Delta del Nervion
- Contactar:
muy bueno tio,en mi curro tenemos 4 CNC y hace poco me enetre de que un programador de la oficina toca tambien la guitarra ,como pepe 
estubimos hablando y le pase unos planos de guitarras en autocad,en cuanto el tenga tiempo para pasarlos a la maquina y engañemos a un maquinista
a ver si nos hacen unas cosillas..
yo como soy ajustador me tocara lijar
buen trabajo
estubimos hablando y le pase unos planos de guitarras en autocad,en cuanto el tenga tiempo para pasarlos a la maquina y engañemos a un maquinista
a ver si nos hacen unas cosillas..
yo como soy ajustador me tocara lijar
buen trabajo


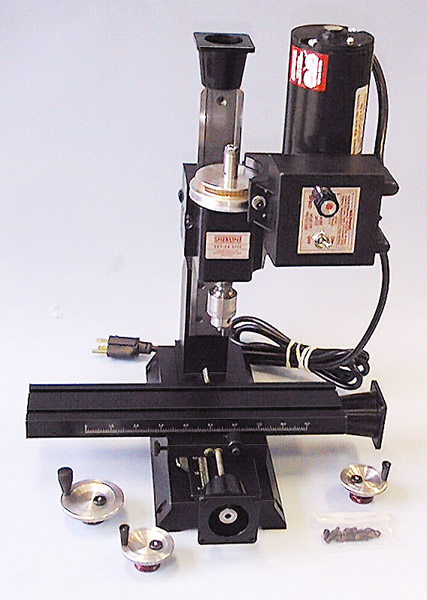
Que tema tan interesante Fernando, yo tengo tiempo buscando una DIY como Javi Moldes y encontre este kit, aun no se si sea el adecuado pero creo que es para trabajos delicados no muy grandes.
[img:3hzf55s0]http://www.xylotex.com/images/SherlineKit3.jpg[/img:3hzf55s0]
Aqui se ve ya ensamblada.
[img:3hzf55s0]http://www.xylotex.com/images/Sherline5400CNC.jpg[/img:3hzf55s0]
Este anda por los $1,400 usd encontre mas informacion de como hacerlas pero eso es para un constructor de autos creo yo, requiere demasiado conocimiento hacer una maquina.
Esperamos mas de tus trabajos con la CNC
[img:3hzf55s0]http://www.xylotex.com/images/SherlineKit3.jpg[/img:3hzf55s0]
Aqui se ve ya ensamblada.
[img:3hzf55s0]http://www.xylotex.com/images/Sherline5400CNC.jpg[/img:3hzf55s0]
Este anda por los $1,400 usd encontre mas informacion de como hacerlas pero eso es para un constructor de autos creo yo, requiere demasiado conocimiento hacer una maquina.
Esperamos mas de tus trabajos con la CNC

-
dbsanz

- usuario veterano
- Mensajes: 2300
- Registrado: 29 May 2005, 23:55
- Ubicación: Tenerife, sede "the Muyayos"
Me has recordado viejos tiempos, estuve trabajando durante 3 años con una multicam que tiene una mesa de trabajo de 3X2 m., por aquel entonces no tenía curiosidad por hacer guitarras, que pena 
La que yo manejaba tenía la mesa con sujeción por succión, mediante una bomba de vacío, cuesta 13 kilos de los de antes, me recorrí todos los distribuidores de Madrid y Barcelona para elegirla. Al final se compró en Perez Camps, todavía tengo los catálogos por ahí y algunas fresas.
Por cierto Faj al principio se rompen muchas fresas, después ya te duraran más. A mi me gustan unas que son de un "labio", desalojan rápidamente el material cortado y no se calientan tanto
La que yo manejaba tenía la mesa con sujeción por succión, mediante una bomba de vacío, cuesta 13 kilos de los de antes, me recorrí todos los distribuidores de Madrid y Barcelona para elegirla. Al final se compró en Perez Camps, todavía tengo los catálogos por ahí y algunas fresas.
Por cierto Faj al principio se rompen muchas fresas, después ya te duraran más. A mi me gustan unas que son de un "labio", desalojan rápidamente el material cortado y no se calientan tanto
"disarm you with a smile" http://www.myspace.com/danielbadal
-
Oskar

- usuario
- Mensajes: 742
- Registrado: 09 Sep 2005, 16:48
- Ubicación: Siempre fuera de lugar...
- Contactar:
Es muy interesante el tema , y la verdad que verlo trabajar en vivo hace alucinar a mas de uno .
Hace mas de 10 años que trabajo con control numerico, aunque solo uso dos ejes ( soy tornero), pero la base viene a ser la misma. Uno de las principales diferencias en cuanto a las herramientas "manuales" es la falta de tacto. No hay una transmision directa del esfuerzo de la maquina sino que te guias mas por el oido y la vista. Esto se traduce, y lo digo por experiencia, en agujetas en los musculos de las mandibulas ( mi dentista puede dar fe, y yo tambien con las facturas.. ). Apretas los dientes esperando que no se rompa la herramienta que tienes puesta, que la maquina se pare donde tu la has programado, que no te salte la pieza por los aires ( en el torno es la pieza lo que gira, no la herramienta)...
Aun asi, tiene su "rollito chulo" programar unos movimientosy parametros y ver como va saliendo algo con forma a partir de un tarugo ( de acero en mi caso y madera en el tuyo ).
Lo normal es que la maquinaria se deslice por guias en forma de "V" ( en vez de rodamientos) gracias a una tuerca de bolas fija por la que gira un husillo roscado ( que segun el sentido de giro hace desplazar la mesa o el cabezal en una direccion u otra). El movimiento al husillo se lo imprime un motor, mandado por un encoder ( que lee en todo momento la posicion en que se encuentra respecto al eje de cordenadas o cero) y este a su vez por las ordenes programadas por el CNC.
La programacion del CNC es en un lenguaje "especial" ( que difiere de una marca a otra - fagor, fanuc, siemens...- aunque hay algunas ordenes estandarizadas), mediante el cual se le hace saber a la maquina datos como la velocidad, el avance que llevara la herramienta, la cantidad de material que ha de cortar,... y como no los puntos por los que debe pasar ( aconsejable buenas dosis de matematicas y trigonometria )
La compra de una maquina CNC solo se aconseja a partir de " un minimo de produccion". Es decir no sale a cuenta un CNC para hacer cuatro series de 8 tornillos al mes, aunque tambien depende de la dificultad de la pieza. Para piezas complicadas compensa el tiempo perdido en la preparacion-programacion con el que se le gana a una maquina convencional. O sea, es rentable para un cierto nivel de produccion, no para muchos de nosotros que nos hacemos una guitarra cada...30 años?..
Tambien es recomendable no desprenderse de la maquinaria convencional. A veces sale mas a cuenta coger una pieza en la manual en un momento que preparar toda la historia CNC.
En el Pais Vasco habia mucha empresa de fabricacion de maquinaria ( Guruztpe, Geminis...) lo que no se si de este tamaño y caracteristicas.
Por ultimoy aunque ya me estoy haciendo pesado, no esta de mas recordar que este tipo de maquinaria no es un juguete. Todo lo que tiene filo.. corta. Y si ademas gira a gran velocidad y gobernado por una maquina...es altamente peligroso
Siento la chapa, pero mecaliento, me caliento y... Salud a todos
Hace mas de 10 años que trabajo con control numerico, aunque solo uso dos ejes ( soy tornero), pero la base viene a ser la misma. Uno de las principales diferencias en cuanto a las herramientas "manuales" es la falta de tacto. No hay una transmision directa del esfuerzo de la maquina sino que te guias mas por el oido y la vista. Esto se traduce, y lo digo por experiencia, en agujetas en los musculos de las mandibulas ( mi dentista puede dar fe, y yo tambien con las facturas..
Aun asi, tiene su "rollito chulo" programar unos movimientosy parametros y ver como va saliendo algo con forma a partir de un tarugo ( de acero en mi caso y madera en el tuyo
Lo normal es que la maquinaria se deslice por guias en forma de "V" ( en vez de rodamientos) gracias a una tuerca de bolas fija por la que gira un husillo roscado ( que segun el sentido de giro hace desplazar la mesa o el cabezal en una direccion u otra). El movimiento al husillo se lo imprime un motor, mandado por un encoder ( que lee en todo momento la posicion en que se encuentra respecto al eje de cordenadas o cero) y este a su vez por las ordenes programadas por el CNC.
La programacion del CNC es en un lenguaje "especial" ( que difiere de una marca a otra - fagor, fanuc, siemens...- aunque hay algunas ordenes estandarizadas), mediante el cual se le hace saber a la maquina datos como la velocidad, el avance que llevara la herramienta, la cantidad de material que ha de cortar,... y como no los puntos por los que debe pasar ( aconsejable buenas dosis de matematicas y trigonometria
La compra de una maquina CNC solo se aconseja a partir de " un minimo de produccion". Es decir no sale a cuenta un CNC para hacer cuatro series de 8 tornillos al mes, aunque tambien depende de la dificultad de la pieza. Para piezas complicadas compensa el tiempo perdido en la preparacion-programacion con el que se le gana a una maquina convencional. O sea, es rentable para un cierto nivel de produccion, no para muchos de nosotros que nos hacemos una guitarra cada...30 años?..
Tambien es recomendable no desprenderse de la maquinaria convencional. A veces sale mas a cuenta coger una pieza en la manual en un momento que preparar toda la historia CNC.
En el Pais Vasco habia mucha empresa de fabricacion de maquinaria ( Guruztpe, Geminis...) lo que no se si de este tamaño y caracteristicas.
Por ultimoy aunque ya me estoy haciendo pesado, no esta de mas recordar que este tipo de maquinaria no es un juguete. Todo lo que tiene filo.. corta. Y si ademas gira a gran velocidad y gobernado por una maquina...es altamente peligroso
Siento la chapa, pero mecaliento, me caliento y... Salud a todos
-
AMX

- usuario veterano
- Mensajes: 24306
- Registrado: 26 May 2005, 19:46
- Ubicación: At your six and ready to shoot.
Mmmmmmhhhh, máquinas-herramienta. Vicio, vicio. 
Muy interesante el reportaje, y las demás aportaciones también.
Yo lo más raro que me he hecho (a torno) es un subfusil durante las prácticas de armería. Funcionó perfectamente. Joer, qué tiempos. 
Mmmmhhhh.....¿alguien tiene algún torno viejo que le estorbe?.
Muy interesante el reportaje, y las demás aportaciones también.
Yo lo más raro que me he hecho (a torno) es un subfusil durante las prácticas de armería. Funcionó perfectamente.
Mmmmhhhh.....¿alguien tiene algún torno viejo que le estorbe?.
One shot, one kill. //*//
https://19alemanes.bandcamp.com/
https://19alemanes.bandcamp.com/
-
El Marin

- usuario veterano
- Mensajes: 21665
- Registrado: 21 Jun 2005, 13:13
- Ubicación: De aquí de Madrid
- Contactar:
Mas dejao flipado tio  ........ a ver si alguna vez que me pase por mi pueblo (Lopera, Jaén) te tiras el rollo, me enseñas eso .... me pillo la Harley, me planto en tu taller y yo te invito a las tapas
........ a ver si alguna vez que me pase por mi pueblo (Lopera, Jaén) te tiras el rollo, me enseñas eso .... me pillo la Harley, me planto en tu taller y yo te invito a las tapas
Mi grupo:
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso
-
Alejandro Ramirez
- Mensajes: 41
- Registrado: 16 Jul 2005, 15:43
- Ubicación: Almeria
- Contactar:
-
El Marin
- usuario veterano
- Mensajes: 21665
- Registrado: 21 Jun 2005, 13:13
- Ubicación: De aquí de Madrid
- Contactar:
[quote="Alejandro Ramirez":2iumxj95]Rafa, Fernando tiene el taller en Madrid [/quote:2iumxj95]
Entonses casi mejol ir en metro
Entonses casi mejol ir en metro
Mi grupo:
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso

-
charles5150

- usuario
- Mensajes: 472
- Registrado: 26 Ago 2005, 01:09
- Ubicación: Madrid
[quote:2k797ohv]En el Pais Vasco habia mucha empresa de fabricacion de maquinaria ( Guruztpe, Geminis...) lo que no se si de este tamaño y caracteristicas.
[/quote:2k797ohv]
Yo estuve de practicas en una empresa del grupo danobat, casi todo tornos especializados. Me acuerdo que estaban montando unos tornos para unos clientes paquistanies , que consistian en hacer el hueco donde va alojada la espoleta en una bala gigantesca (el casquillo ya media 1,30m), CNC que guay!!! 
Por aqui todo lo que he visto se orienta en metal, de madera na de na.....
Bueno dejando el offtopic, Fernando, estas teniendo en cuenta las velocidades de corte? Es que no se si te entendi bien, ya que comentas lo de poner a velocidad maxima y tal. Lo digo por lo de la rotura de fresas.
Yo trabajo con metal, nunca habia visto una para madera, me imaginaba algo mas basto, pero la verdad es que ese modelo tiene una pinta tremenda.
Con el polvo que saca no te traera problemas? O esta todo estudiado?
Saludos
[/quote:2k797ohv]
Yo estuve de practicas en una empresa del grupo danobat, casi todo tornos especializados. Me acuerdo que estaban montando unos tornos para unos clientes paquistanies
Por aqui todo lo que he visto se orienta en metal, de madera na de na.....
Bueno dejando el offtopic, Fernando, estas teniendo en cuenta las velocidades de corte? Es que no se si te entendi bien, ya que comentas lo de poner a velocidad maxima y tal. Lo digo por lo de la rotura de fresas.
Yo trabajo con metal, nunca habia visto una para madera, me imaginaba algo mas basto, pero la verdad es que ese modelo tiene una pinta tremenda.
Con el polvo que saca no te traera problemas? O esta todo estudiado?
Saludos
Gracias por vuestros comentarios.
Desde hace cuatro meses ya no vivo en Madrid. La nueva dirección está en la página web. Si queréis venir tendréis que quemar ruedas porque está a 100 km. Eso sí, tengo más sitio para trabajar.
Para Charles5150:
El diseño CAD es parte del trabajo, pero no todo. Si la pieza necesita algún tipo de sujeción especial, hacerla puede ser muy costoso (estoy pensando en un mástil). La fase de CAM puede ser también algo delicada - en mi pequeña experiencia, te podría decir que el trabajo extra no compensa si sólo se va a hacer una o dos piezas. Eso sí, algunas pueden ser bastante sencillas - una tapa de una Les Paul, por ejemplo.
Para Ssaikume:
Con esta máquina podría también trabajar metal, pero tendría que poner un accesorio para refrigerar la fresa, que sería a base de líquido ("taladrina"), aunque en algunos metales puede valer un chorro de aire frío. No sé si las revoluciones de la fresadora valdrían; creo que para trabajar metal duro hace falta que vaya bastante más despacio. No me he preocupado de eso mucho porque de momento no pienso hacer trabajos en metal. Sí he pensado que podría estar bien mecanizar cordales o palomillas de clavijas, pero todavía no es una prioridad.
En cuanto a la rotura de fresas, es normal que pase si, como en mi caso, las fresas tenían 1.2 mm de diámetro y estaban bastante usadas con la Dremel. Para evitar que pase es además recomendable que la velocidad sea muy alta, cosa que no podía hacer con la fresadora grande. 18000 rpm puede parecer mucho, pero no es tanto si calculas la velocidad periférica de la fresa, que es bastante baja por el diámetro tan pequeño. Después de las roturas hice más pruebas con una fresa nueva bajando la velocidad a la que se desplaza el cabezal por la pieza ("feed"), y ya no volvió a romperse. Todavía no he usado en serio la fresadora pequeña hasta que me decida por el tamaño del compresor, porque necesita mucho aire para funcionar. Me imagino que romperé varias fresas hasta que encuentre una combinación correcta de fresa/feed cuando corte nácar en vez de madera, pero sé que al final lo haré porque hay gente que usa máquinas similares para cortar nácar constantemente.
Desde hace cuatro meses ya no vivo en Madrid. La nueva dirección está en la página web. Si queréis venir tendréis que quemar ruedas porque está a 100 km. Eso sí, tengo más sitio para trabajar.
Para Charles5150:
El diseño CAD es parte del trabajo, pero no todo. Si la pieza necesita algún tipo de sujeción especial, hacerla puede ser muy costoso (estoy pensando en un mástil). La fase de CAM puede ser también algo delicada - en mi pequeña experiencia, te podría decir que el trabajo extra no compensa si sólo se va a hacer una o dos piezas. Eso sí, algunas pueden ser bastante sencillas - una tapa de una Les Paul, por ejemplo.
Para Ssaikume:
Con esta máquina podría también trabajar metal, pero tendría que poner un accesorio para refrigerar la fresa, que sería a base de líquido ("taladrina"), aunque en algunos metales puede valer un chorro de aire frío. No sé si las revoluciones de la fresadora valdrían; creo que para trabajar metal duro hace falta que vaya bastante más despacio. No me he preocupado de eso mucho porque de momento no pienso hacer trabajos en metal. Sí he pensado que podría estar bien mecanizar cordales o palomillas de clavijas, pero todavía no es una prioridad.
En cuanto a la rotura de fresas, es normal que pase si, como en mi caso, las fresas tenían 1.2 mm de diámetro y estaban bastante usadas con la Dremel. Para evitar que pase es además recomendable que la velocidad sea muy alta, cosa que no podía hacer con la fresadora grande. 18000 rpm puede parecer mucho, pero no es tanto si calculas la velocidad periférica de la fresa, que es bastante baja por el diámetro tan pequeño. Después de las roturas hice más pruebas con una fresa nueva bajando la velocidad a la que se desplaza el cabezal por la pieza ("feed"), y ya no volvió a romperse. Todavía no he usado en serio la fresadora pequeña hasta que me decida por el tamaño del compresor, porque necesita mucho aire para funcionar. Me imagino que romperé varias fresas hasta que encuentre una combinación correcta de fresa/feed cuando corte nácar en vez de madera, pero sé que al final lo haré porque hay gente que usa máquinas similares para cortar nácar constantemente.
-
El Marin
- usuario veterano
- Mensajes: 21665
- Registrado: 21 Jun 2005, 13:13
- Ubicación: De aquí de Madrid
- Contactar:
[quote="FAJ":13egjyhl]La nueva dirección está en la página web. Si queréis venir tendréis que quemar ruedas porque está a 100 km. Eso sí, tengo más sitio para trabajar.[/quote:13egjyhl]
Ponte la web de firma payo ... y si nos dejas ir, no importa quemar arruedas si la birra está fresca
Ponte la web de firma payo
Mi grupo:
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso
https://www.facebook.com/Chocolatesexyrocanrol
Nuestro video:
https://www.youtube.com/watch?v=Gxfp8ug5Kso
-
Khelben

- usuario veterano
- Mensajes: 2072
- Registrado: 10 Jun 2005, 16:48
- Ubicación: Entre el Missisipi y los Apalaches
- Contactar:
[quote="Rafael Marín":6adiazgj][quote="FAJ":6adiazgj]La nueva dirección está en la página web. Si queréis venir tendréis que quemar ruedas porque está a 100 km. Eso sí, tengo más sitio para trabajar.[/quote:6adiazgj]
Ponte la web de firma payo ... y si nos dejas ir, no importa quemar arruedas si la birra está fresca [/quote:6adiazgj]
Está puesto en la firma [img:6adiazgj]http://www.guitarrista.com/phpbbforum/templ ... on_www.gif[/img:6adiazgj]
Taller:
Carretera de Pozorrubio, 92
16410 Horcajo de Santiago (Cuenca)
Vamos a tener que hacer una quedada en peregrinación para ir a verlo
Una duda, ¿es posible programar una CNC de estas mediante un sistema "de copia"? Me explico, sé que hay unos paratos (uno de nuestros socios en un proyecto los utiliza) para, a partir de un modelo, digtalizarlo y generar una imagen digital en 3d.
Supongo que lo más cómodo sería hacer una copia de un mástil ya hecho (por ejemplo) y luego decir "y me haces uno como este" ¿no?
Ponte la web de firma payo
Está puesto en la firma
Taller:
Carretera de Pozorrubio, 92
16410 Horcajo de Santiago (Cuenca)
Vamos a tener que hacer una quedada en peregrinación para ir a verlo
Una duda, ¿es posible programar una CNC de estas mediante un sistema "de copia"? Me explico, sé que hay unos paratos (uno de nuestros socios en un proyecto los utiliza) para, a partir de un modelo, digtalizarlo y generar una imagen digital en 3d.
Supongo que lo más cómodo sería hacer una copia de un mástil ya hecho (por ejemplo) y luego decir "y me haces uno como este" ¿no?
Wrong side of Memphis: http://wrongsideofmemphis.wordpress.com
[quote:dhdtesbf]Una duda, ¿es posible programar una CNC de estas mediante un sistema "de copia"? Me explico, sé que hay unos paratos (uno de nuestros socios en un proyecto los utiliza) para, a partir de un modelo, digtalizarlo y generar una imagen digital en 3d.
Supongo que lo más cómodo sería hacer una copia de un mástil ya hecho (por ejemplo) y luego decir "y me haces uno como este" ¿no?[/quote:dhdtesbf]
Lo mas facil seria una copiadora de relieves, pero esto ya seria sin CNC. Con CNC solo veo dos posibilidades.
Con una maquina de medicion tridimensional.
O con una de medicion por laser. Justo ayer un amigo me enseño un proyecto en el que trabaja y alucine . Con el CATIA (un programa CAD/CAM muy potente) tenia toda la superficie a base de miles de puntitos generados con el medidor laser, con eso triunfas. Pero los dos metodos son carisimos, aparte de requerir un conocimiento bastante amplio de la materia.
[quote:dhdtesbf]En cuanto a la rotura de fresas, es normal que pase si, como en mi caso, las fresas tenían 1.2 mm de diámetro y estaban bastante usadas con la Dremel. Para evitar que pase es además recomendable que la velocidad sea muy alta, cosa que no podía hacer con la fresadora grande. 18000 rpm puede parecer mucho, pero no es tanto si calculas la velocidad periférica de la fresa, que es bastante baja por el diámetro tan pequeño. Después de las roturas hice más pruebas con una fresa nueva bajando la velocidad a la que se desplaza el cabezal por la pieza ("feed"), y ya no volvió a romperse. Todavía no he usado en serio la fresadora pequeña hasta que me decida por el tamaño del compresor, porque necesita mucho aire para funcionar. Me imagino que romperé varias fresas hasta que encuentre una combinación correcta de fresa/feed cuando corte nácar en vez de madera, pero sé que al final lo haré porque hay gente que usa máquinas similares para cortar nácar constantemente[/quote:dhdtesbf]
No me imaginaba que utilizases fresas tan pequeñas, si es asi si que debes de subir a muchas revoluciones.
Lo del metal si que va mas lento, pero eso es jugar con la velocidad de corte, no quiere decir menos revoluciones. Puedes jugar con el diametro de la fresa, las revoluciones y el avance (feed) y conseguir la misma velocidad de corte.
De teoria ando fatal, de la unica formula que me acuerdo era:
Vc=(pi*d*n)/1000
Vc=Velocidad de corte
d=diametro de la fresa
n= revoluciones por minuto
Dando el diametro en mm el resultado es de m/min. Esto es solo valido para la velocidad de corte en tornos, para complementarlo en una fresadora tienes que tener en cuenta al avance (feed).
De como seguia no me acuerdo muy bien (mas bien no me acuerdo ) por ahi creo que estan perdidos los apuntes, aunque siempre nos queda internet.
) por ahi creo que estan perdidos los apuntes, aunque siempre nos queda internet.
Teniendo diferentes fresas (en diametro), puedes conseguir la misma Vc, con lo que consigues un trabajo mas homogeneo.
Aunque la practica es lo que cuenta al fin y al cabo.
Agur
Supongo que lo más cómodo sería hacer una copia de un mástil ya hecho (por ejemplo) y luego decir "y me haces uno como este" ¿no?[/quote:dhdtesbf]
Lo mas facil seria una copiadora de relieves, pero esto ya seria sin CNC. Con CNC solo veo dos posibilidades.
Con una maquina de medicion tridimensional.
O con una de medicion por laser. Justo ayer un amigo me enseño un proyecto en el que trabaja y alucine
[quote:dhdtesbf]En cuanto a la rotura de fresas, es normal que pase si, como en mi caso, las fresas tenían 1.2 mm de diámetro y estaban bastante usadas con la Dremel. Para evitar que pase es además recomendable que la velocidad sea muy alta, cosa que no podía hacer con la fresadora grande. 18000 rpm puede parecer mucho, pero no es tanto si calculas la velocidad periférica de la fresa, que es bastante baja por el diámetro tan pequeño. Después de las roturas hice más pruebas con una fresa nueva bajando la velocidad a la que se desplaza el cabezal por la pieza ("feed"), y ya no volvió a romperse. Todavía no he usado en serio la fresadora pequeña hasta que me decida por el tamaño del compresor, porque necesita mucho aire para funcionar. Me imagino que romperé varias fresas hasta que encuentre una combinación correcta de fresa/feed cuando corte nácar en vez de madera, pero sé que al final lo haré porque hay gente que usa máquinas similares para cortar nácar constantemente[/quote:dhdtesbf]
No me imaginaba que utilizases fresas tan pequeñas, si es asi si que debes de subir a muchas revoluciones.
Lo del metal si que va mas lento, pero eso es jugar con la velocidad de corte, no quiere decir menos revoluciones. Puedes jugar con el diametro de la fresa, las revoluciones y el avance (feed) y conseguir la misma velocidad de corte.
De teoria ando fatal, de la unica formula que me acuerdo era:
Vc=(pi*d*n)/1000
Vc=Velocidad de corte
d=diametro de la fresa
n= revoluciones por minuto
Dando el diametro en mm el resultado es de m/min. Esto es solo valido para la velocidad de corte en tornos, para complementarlo en una fresadora tienes que tener en cuenta al avance (feed).
De como seguia no me acuerdo muy bien (mas bien no me acuerdo
Teniendo diferentes fresas (en diametro), puedes conseguir la misma Vc, con lo que consigues un trabajo mas homogeneo.
Aunque la practica es lo que cuenta al fin y al cabo.
Agur
Tienes razón, Ssaikume: hay cacharros para hacer lo que llaman "ingeniería inversa", es decir, copiar objetos reales para duplicarlos. Se llaman CMM (Coordinate Measuring Machines) y los hay a base de palpadores o de láser. Y también tienes razón en que no son nada baratos.
En cuanto a por qué uso una fresa tan pequeña, date cuenta de que estaba usándola para incrustaciones. Ahí no cabe otra posibilidad, porque el nivel de detalle es muy fino. En la Dremel, para los huecos en el ébano, usé una fresa de carburo durante algún tiempo. Era muy pequeña y resistente... hasta que se me rompió y no volví a encontrar de la misma marca. Las siguientes se rompían enseguida, así que usé fresas de acero HSS, que más que cortar casi van quemando la madera. Me imagino que para cortar nácar en vez de madera necesitaré otra vez fresas de carburo, ya veremos.
Y si queréis venir, no hay problema. No está todo montado, pero algo veréis.
En cuanto a por qué uso una fresa tan pequeña, date cuenta de que estaba usándola para incrustaciones. Ahí no cabe otra posibilidad, porque el nivel de detalle es muy fino. En la Dremel, para los huecos en el ébano, usé una fresa de carburo durante algún tiempo. Era muy pequeña y resistente... hasta que se me rompió y no volví a encontrar de la misma marca. Las siguientes se rompían enseguida, así que usé fresas de acero HSS, que más que cortar casi van quemando la madera. Me imagino que para cortar nácar en vez de madera necesitaré otra vez fresas de carburo, ya veremos.
Y si queréis venir, no hay problema. No está todo montado, pero algo veréis.
-
hendrixcat
- Mensajes: 86
- Registrado: 27 May 2005, 00:12
- Ubicación: Ribera Alta,Valencia
Hola Fernando,enhorabuena por la maquina.
Yo tambien he estado tentado por el tema CNC ,pero me paro un poco por el tema de programacion en el cual estoy muy verde y porque realmente no tengo claro al 100% si me sera rentable .
Por lo que comentabas de las fresas de carburo de tungsteno,yo he usado fresas de protesico y dentista de este material y funcionan muy bien con la dremel ,no se si estas podrian valer para el caso que nos ocupa.
Se pueden encontrar en depositos dentales( asi llaman asi a las tiendas de venta de estos materiales)
Por curiosidad ,¿salieron muy caros los portes?
Un saludo
Yo tambien he estado tentado por el tema CNC ,pero me paro un poco por el tema de programacion en el cual estoy muy verde y porque realmente no tengo claro al 100% si me sera rentable .
Por lo que comentabas de las fresas de carburo de tungsteno,yo he usado fresas de protesico y dentista de este material y funcionan muy bien con la dremel ,no se si estas podrian valer para el caso que nos ocupa.
Se pueden encontrar en depositos dentales( asi llaman asi a las tiendas de venta de estos materiales)
Por curiosidad ,¿salieron muy caros los portes?
Un saludo
-
charles5150
- usuario
- Mensajes: 472
- Registrado: 26 Ago 2005, 01:09
- Ubicación: Madrid
[quote="FAJ":x2g3aq6c]Tienes razón, Ssaikume: hay cacharros para hacer lo que llaman "ingeniería inversa", es decir, copiar objetos reales para duplicarlos. Se llaman CMM (Coordinate Measuring Machines) y los hay a base de palpadores o de láser. Y también tienes razón en que no son nada baratos.
[/quote:x2g3aq6c]
Uf, se me cae la baba, eso si que tiene posibilidades
[/quote:x2g3aq6c]
Uf, se me cae la baba, eso si que tiene posibilidades
[quote:16swocyp]Uf, se me cae la baba, eso si que tiene posibilidades[/quote:16swocyp]
No te creas, con una tridimensional con palpador te mueres del asco si la tapa esta arqueada o con superficies curvas, con laser aun. Pero seria mas facil dibujarlo y pasarlo al CNC. No creo que nadie te pida una copia exacta de una guitarra, bien dibujado en CAD ni se notaria.
FAJ: Las herramientas de HSS (acero rapido) no son muy buenas, para materiales blandos funcionan, no me imaginaba que el nacar fuera tan duro, pero por lo que comentas......... Herramientas mas duras de corte suelen ser de metal duro (para tornear y fresar acero inoxidable), aunque para nacar dudo que te valgan y menos si la herramienta es tan pequeña, ya que suele ser una pequeña plaquita sujetada a la herramienta, y son extremadamente fragiles. Siendo tu iria por puntas diamantadas (las herramientas estan impregnadas de polvo de diamante negro), de precio no se como andaran, supongo que seran bastante mas caras. Te hablo en teoria, que lo mio es el metal
Controlas mucho CAD-CAM?
Un amigo mio controla deamasiado del tema y dice que el CATIA es la rehostia para superficies, yo en mis tiempos practique con una version prehistorica y ya se me olvido todo
Saludos
No te creas, con una tridimensional con palpador te mueres del asco si la tapa esta arqueada o con superficies curvas, con laser aun. Pero seria mas facil dibujarlo y pasarlo al CNC. No creo que nadie te pida una copia exacta de una guitarra, bien dibujado en CAD ni se notaria.
FAJ: Las herramientas de HSS (acero rapido) no son muy buenas, para materiales blandos funcionan, no me imaginaba que el nacar fuera tan duro, pero por lo que comentas......... Herramientas mas duras de corte suelen ser de metal duro (para tornear y fresar acero inoxidable), aunque para nacar dudo que te valgan y menos si la herramienta es tan pequeña, ya que suele ser una pequeña plaquita sujetada a la herramienta, y son extremadamente fragiles. Siendo tu iria por puntas diamantadas (las herramientas estan impregnadas de polvo de diamante negro), de precio no se como andaran, supongo que seran bastante mas caras. Te hablo en teoria, que lo mio es el metal
Controlas mucho CAD-CAM?
Un amigo mio controla deamasiado del tema y dice que el CATIA es la rehostia para superficies, yo en mis tiempos practique con una version prehistorica y ya se me olvido todo
Saludos
He estado curioseando.......
http://www.bricovalle.es/conoce/catalog ... emel10.htm
Parecen las idoneas no?
http://www.bricovalle.es/conoce/catalog ... emel10.htm
Parecen las idoneas no?

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Una pasada este reportaje FAJ. Añado una dirección de una tienda en madrid de repuestos para dremel, por si a alguien le puede servir:
http://www.minitaladros.com/Aacc10.htm
¿Cuantos de aquí trabajamos en talleres mecánicos?
http://www.minitaladros.com/Aacc10.htm
¿Cuantos de aquí trabajamos en talleres mecánicos?